


In the embroidery machine industry, the value of CO2 laser technology is not simply about cutting fabric. Its greater value lies in helping computerized embroidery machines combine embroidery, cutting, edge trimming, cutwork, garment accessory processing, and shallow surface engraving in one workflow.
When a CO2 laser system is integrated with the embroidery machine’s needle positioning, pattern paths, and motion mechanisms, the equipment can complete multiple processes in a single production run. Typical applications include appliqué cutting, embroidered patch trimming, local cut-outs, woven label cutting, and backing or accessory removal.
For embroidery machine manufacturers, this allows standard embroidery equipment to evolve from single-purpose units into multi-process production platforms. For garment, textile, and embroidery processing factories, CO2 laser integration helps reduce manual trimming, lower dependence on cutting dies, and improve production efficiency for complex patterns, small batches, and multi-style orders.
1. Why CO2 Lasers Are Suitable for the Embroidery Industry
Most materials used in embroidery production are organic or synthetic textiles, such as polyester appliqué fabric, cotton, blended fabrics, non-woven fabric, water-soluble stabilizer, hot-melt backing, woven labels, genuine leather, PU leather, and microfiber leather. These materials generally absorb 10.6 μm CO2 laser energy well, enabling cutting, edge finishing, cutwork, and light surface processing through controlled thermal interaction.

CO2 laser Cutting
Compared with manual trimming, mechanical knife cutting, or die cutting, CO2 laser processing offers several advantages for embroidery workflows.
Non-contact processing: A CO2 laser cuts without physical blade pressure. This reduces pulling, shifting, and fabric distortion on soft materials, which is especially important for appliqués, embroidered patches, woven labels, and irregular custom shapes.
No custom dies required: Laser cutting needs no tooling. When designs are updated, operators only need to adjust cutting paths or pattern files, reducing the cost and lead time of producing new dies. This makes laser cutting well suited for school uniform badges, sportswear numbers, brand patches, garment accessories, and frequent small-batch customization.
Better process integration: The laser system works alongside embroidery operations. In-process cutting, post-embroidery trimming, and backing removal can be completed without re-clamping materials, helping reduce positioning errors caused by secondary manual handling.
Heat-sealed edges on some synthetic fabrics: When cutting polyester materials, the cut edges can partially melt to form neat heat-sealed edges and reduce fraying. Nylon, cotton, blended fabrics, and composite materials react differently to laser heat, so processing parameters must be set separately for each material.
2. Main Applications of CO2 Laser Embroidery Machines
2.1 In-process and Post-embroidery Laser Cutting for Appliqué Embroidery
Appliqué embroidery is one of the most mature applications of CO2 lasers in the embroidery sector. Two common production modes are widely used: pre-cutting with standalone laser machines before embroidery, and inline laser cutting during or after embroidery.
For high-volume standardized products such as school uniforms, home textiles, and toys, factories often use standalone laser machines to prepare appliqué pieces in advance, which can improve overall throughput in mass production. For small-batch custom orders, finished garment embroidery, and irregular local appliqué designs, embroidery machines fitted with laser modules are often more suitable for in-process or post-embroidery cutting.
A typical inline workflow is as follows. First, the embroidery machine sews placement lines. Operators then lay the appliqué fabric in the designated area, and the machine proceeds to sew tack-down stitches. The CO2 laser trims excess appliqué fabric along the outer side of the stitched line, after which the machine continues with satin stitches, border stitches, or decorative stitching.
This workflow secures the appliqué material before trimming, improving alignment between cut edges and embroidery stitches while reducing manual work. High-quality appliqué laser cutting does not rely solely on high laser power. Key factors include cutting path accuracy, heat-affected zone control, and effective fume extraction.
If laser power is too high, polyester appliqué fabric may become hard or glossy. If cutting speed is too low, cotton and blended fabrics may yellow or char. If fume extraction is insufficient, smoke and residue can settle on embroidery threads, appliqué materials, and base fabrics, affecting the final appearance.
2.2 Contour Cutting for Embroidered Patches and Badges
Embroidered patches, school badges, uniform patches, sports team logos, and brand labels are usually embroidered in batches on water-soluble stabilizer, hot-melt backing, or nonwoven backing, then cut into individual pieces along the outer contour.
Manual trimming is inefficient and often results in uneven edges. Die cutting runs fast but lacks flexibility for frequent design changes, particularly for irregular profiles, serrated edges, shield shapes, and text-shaped contours.
CO2 lasers follow digital design paths to cut complex contours with high accuracy. Multiple patterns on the same backing material can also be processed continuously in sequence.
Precision is the core requirement for embroidered patch cutting. During embroidery, stitch density, thread tension, backing shrinkage, and hoop tension can all cause minor fabric distortion, creating dimensional deviation between the finished product and the original design file.
Accurate coordinate calibration between the laser and embroidery system is therefore essential. In addition, head vibration and beam movement during high-speed operation can generate dynamic positioning errors. On wide-format multi-head embroidery machines, positioning deviation may be more noticeable at both ends of the frame, so vibration control and dynamic compensation should be considered during installation.
Standard machines can deliver satisfactory results with reliable mechanical accuracy and coordinate calibration. For high-end products involving dense stitching, highly elastic fabrics, or significant post-embroidery distortion, a vision positioning system can be installed to correct fabric deformation in real time.
2.3 Cutting Woven Labels, Trademarks, and Garment Accessories
Woven labels, neck labels, size labels, sleeve labels, and decorative tapes are mostly made of polyester or polyester-rich materials. Polyester generally performs well with CO2 lasers and can form neat heat-sealed edges after cutting, making it a suitable material for laser processing.
Polyester and nylon require separate parameter settings. Although nylon is also thermoplastic, it absorbs more moisture and tends to yellow, blister, curl, or shrink under laser heat, resulting in less stable edge sealing compared with polyester.
For premium woven labels with strict requirements for color consistency, edge feel, and wash durability, heat input should be reduced when processing materials with high nylon content, and full material testing should be completed before mass production.
When processing woven labels, operators need to check more than whether the material has been cut through. They should also inspect edge hardness, discoloration, hand feel, fraying resistance after washing or abrasion, and heat accumulation caused by repeated cutting passes.
For thin polyester woven labels, it is usually recommended to use low laser power, high cutting speed, and one-pass cutting, while avoiding repeated cutting strokes where possible.
2.4 Cutwork Embroidery and Local Cut-outs
Also referred to as openwork embroidery in some regional markets, cutwork embroidery creates decorative holes, internal patterns, and semi-transparent structures on fabric. Combined with embroidery stitches, it delivers layered visual effects and adds value to finished products.
Mechanical knives can easily pull and distort fabric when working on tiny holes, sharp corners, fine lines, and dense cutwork patterns. The non-contact nature of CO2 laser processing makes it more suitable for complex internal contours.
Cutwork embroidery is highly sensitive to material properties and laser parameters. Polyester fabric edges can melt and seal during cutting, but they may also become hard, glossy, or shrunken. Cotton undergoes thermal decomposition and vaporization, which can cause yellowing, dark edges, and noticeable fumes. Blended fabrics may show a mix of melting and charring. Sheer fabric is prone to curling or burn-through. Non-woven fabric cuts easily but may smolder, so sufficient air assist and downward fume extraction are required.
Machine manufacturers and processing factories need to configure laser power, cutting speed, pulse frequency, focus position, air assist, and fume extraction settings according to material thickness, fiber composition, color, surface coating, backing structure, and hoop tension.
2.5 Leather Patches and Synthetic Leather Accessories
Genuine leather patches, PU leather patches, microfiber leather labels, and synthetic leather accessories are widely paired with embroidery for apparel, footwear, and decorative products. CO2 lasers can perform contour cutting, shallow surface engraving, logo marking, and decorative texturing on these materials.
Different leather types respond differently to laser energy. Genuine leather produces noticeable smoke and odor, and the cut edges may darken. PU leather and microfiber leather may experience coating melting, blistering, cracking, or discoloration. Material testing should always be conducted before mass production.
3. Main Integration Structures for CO2 Lasers and Embroidery Machines
The laser integration method directly affects motion control, cutting accuracy, production capacity, and ongoing maintenance costs. It also helps define a machine’s target applications and market positioning.
Two mainstream structures are widely adopted across the industry: head-mounted CO2 laser modules for multi-head embroidery machines, and moving gantry systems equipped with three-axis dynamic focusing galvo scanners.
3.1 Head-mounted CO2 Laser Modules on Multi-head Embroidery Machines
A widely adopted solution is to mount CO2 laser cutting heads directly onto embroidery machine heads. This structure features simple installation and cost efficiency, and supports multi-head parallel processing. It is commonly used for standard appliqué embroidery, embroidered patches, and garment accessory cutting.
In this layout, one independent laser module is typically assigned to every one or two embroidery heads. Laser units move synchronously with the embroidery head array, and cutting paths are completed through the reciprocating motion of the machine beam. Both CO2 laser tubes and RF CO2 lasers can be adapted to this design.
CO2 glass laser tubes are suitable for standard through-cutting tasks, including appliqué cutting, patch contour cutting, and general accessory cutting. If stable kiss cutting, also known as controlled-depth cutting, or layered cutting is required, RF CO2 lasers offer better power control accuracy and modulation response. They help maintain a consistent cutting depth and reduce the risk of damaging the underlying material layer.
This structure offers a mature design, reasonable cost, and strong multi-head parallel processing capability, making it well suited for machines that prioritize efficiency and cost performance. Its main limitation is that the precision of fine pattern cutting depends heavily on the motion accuracy of the embroidery machine frame.
In addition to traditional mechanical articulated beam delivery arms, CO2 laser beam delivery has also evolved in recent years with the use of specialty fibers for flexible transmission. Solutions represented by companies such as Huaren Yihe use specialty fiber technology to separate the laser source from the processing point and deliver the beam into compact spaces or multi-head embroidery machine arrays.
The now mature “fiber-delivered CO2 laser computerized embroidery machine” is a commercialized result of this technology. In practical applications, it should be noted that specialty fiber transmission may involve a certain level of power attenuation and has specific bending radius requirements. Excessive bending should be avoided during
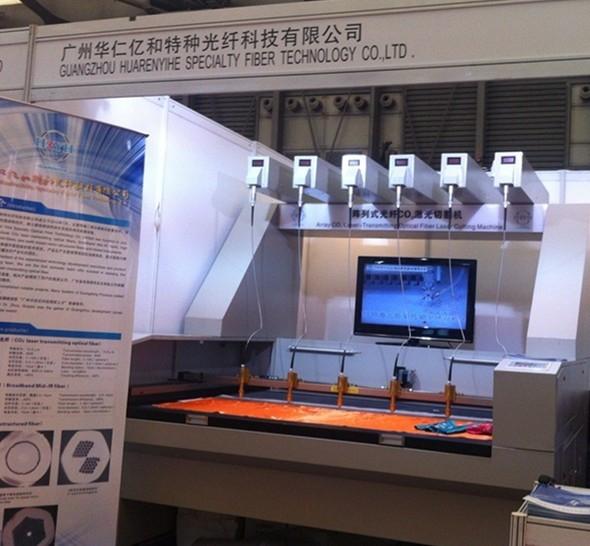
CO2 laser cutting equipment using specialty fiber beam delivery technology(Source: Internet, infringement can be deleted)
3.2 Moving Gantry with Dynamic Focusing Galvo System
A moving gantry system with a dynamic focusing galvo setup typically uses a higher-power RF CO2 laser paired with a 3-axis dynamic focusing galvo scanner. The laser unit travels along the bridge or gantry beam. In the market, similar solutions are represented by Italy-based GMI LASER systems and are generally used for high-end embroidery equipment, large-format processing, thick material cutting, and fine-detail pattern processing.
Its key advantages include higher laser power output, more consistent focus across large working areas, and strong performance on fine patterns, tiny holes, and complex contours. Dynamic focusing compensates for focal distance changes over an extended working range. Galvo scanners have low moving mass and fast response, making them well suited for processing intricate details.
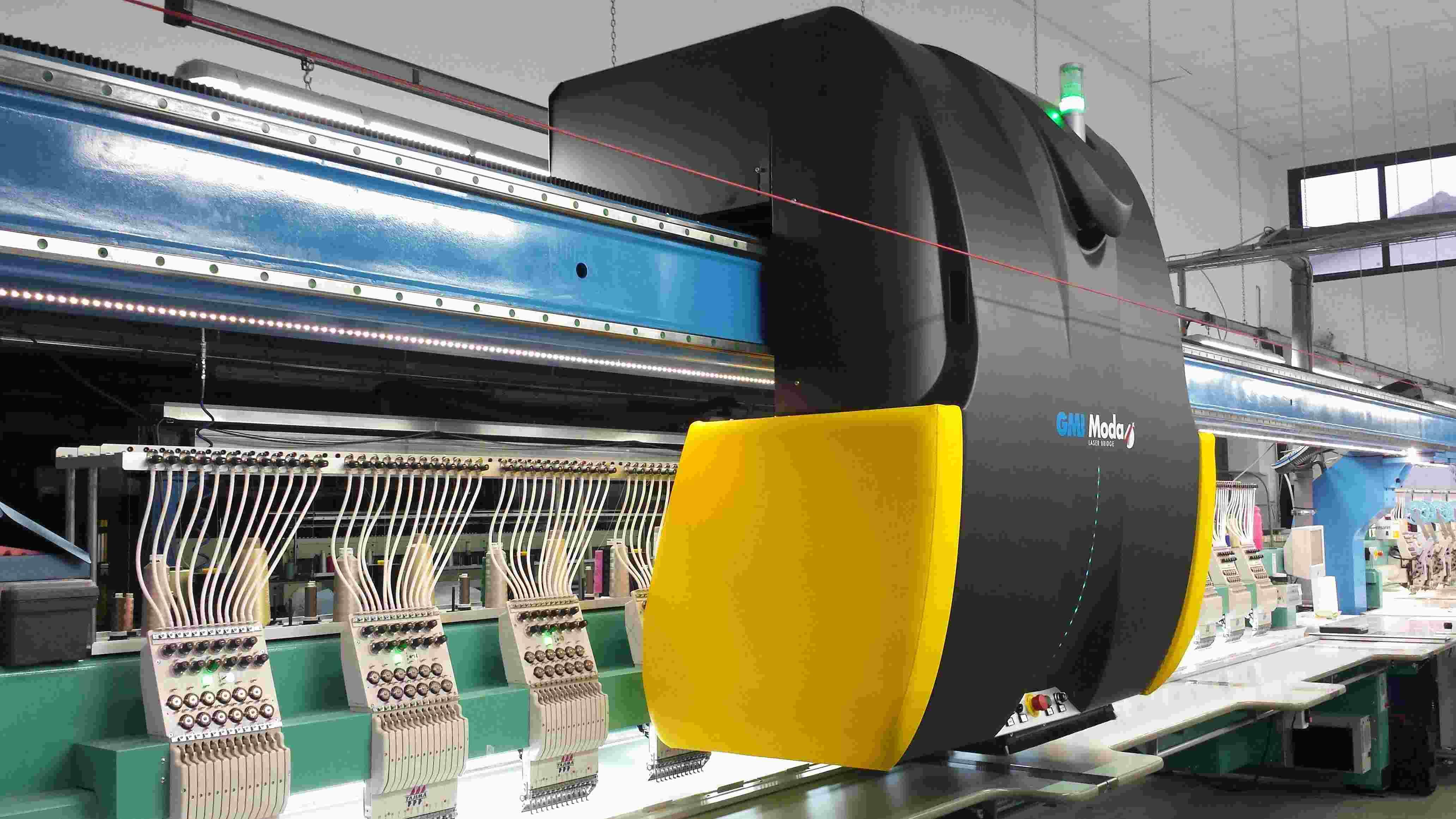
Laser bridge system(Source: Internet, infringement can be deleted)
This solution also has clear drawbacks and trade-offs. A single laser unit is usually shared by multiple embroidery machines in rotation, so overall production efficiency may be limited by production throughput requirements. In addition, the structural design can limit top air assist performance, making the system more dependent on downward fume extraction and air purification equipment.
For standard appliqué embroidery and regular patch cutting, this high-end solution may not be necessary unless there are clear requirements for thick material processing, large-format focus consistency, or high-precision fine-detail cutting.
4. CO2 Laser Source Selection for Laser Embroidery Machines
CO2 glass laser tubes and RF CO2 lasers are not simply low-end and high-end alternatives. They are engineered for different machine positioning and processing requirements. Source selection should be based on material types, cutting methods, integration structures, production throughput requirements, and budget considerations.
4.1 CO2 Glass Laser Tubes: Suitable for Standard Through-cutting
CO2 glass laser tubes feature relatively low cost, wide power range, easy maintenance and replacement, and broad market acceptance. They are a practical choice for mainstream laser embroidery machines, especially for applications requiring stable through-cutting rather than ultra-precise energy regulation.
For appliqué through-cutting, embroidered patch contour cutting, polyester woven label cutting, standard cutwork, and regular leather patch processing, CO2 glass laser tubes are generally sufficient when the correct power, optics, cooling, fume extraction, and process parameters are used.
4.2 RF CO2 Lasers: Suitable for Kiss Cutting, Layered Cutting, and Fine Control
RF CO2 lasers deliver stable beam quality, fast modulation response, and high-precision power control. They are well suited for high-frequency switching, delicate energy regulation, kiss cutting, layered cutting, and long-duration continuous production.
In kiss cutting or layered cutting applications, RF CO2 lasers help maintain a consistent cutting depth and reduce the risk of cutting through the base material. For intricate cutwork, micro-hole processing, and shallow leather engraving, RF CO2 lasers provide stable energy output for cleaner and sharper cut edges.
RF CO2 lasers are a suitable option for manufacturers developing high-end embroidery equipment or products that require stricter process control.
Need to select a CO2 laser for your laser embroidery machine? Contact SPT Laser for advice.
5. Conclusion
As a professional developer and manufacturer of CO2 laser technology, SPT Laser has supplied reliable CO2 laser sources to the textile, garment accessory, and leather processing industries since 2013.
With stable power output, excellent beam quality, and a comprehensive after-sales service system, SPT Laser has built strong recognition in China’s embroidery equipment sector and has become a trusted long-term laser source partner for many mainstream embroidery machine manufacturers.
Our product portfolio covers both CO2 glass laser tubes and RF CO2 lasers, allowing embroidery machine manufacturers and end users to select flexible laser configurations tailored to machine positioning and process requirements.






